

烟业智汇

零售户在线

微薰

手机版
烟草在线专稿 摘要:原PASSIM8K机组上的钢印调整机构在调整工号钢印时,是通过操作PA面板上“钢印”旋转开关,使伺服电机实现正(或反)转,带动凸轮装置驱动切口位置调整辊发生位移,进而修正工号钢印到烟支切口的位置,从而达到调整工号钢印的目的。由于该机构调节不定量且调节范围小,容易造成钢印调整的不稳定;加之维护保养困难,经过对该机构进行分析后,重新设计一套钢印调整装置增设于钢印辊与刀头之间走纸路线上,来解决该机构存在的问题。新装置具有操作简单;调整快捷;维保方便;使用寿命长等特点,能够提高生产效率和减少废品烟支。
关键词:钢印调整机构、工号钢印、螺母丝杆、增设、位移
引言
上世纪九十年代PASSIM8K卷接机组因性能可靠、运行稳定等优点受到烟草行业的欢迎,成为国内大部分烟草工业企业卷接设备的主机型,随着卷烟工业的快速发展,烟草工业企业开始不断追求“三高一低”,以适应行业发展趋势的需要。PASSIM8K卷接机组在长期的运行过程中,小故障、小停机频率较高,对生产效率和产品质量存在着一定的影响。为此,笔者通过小规模改造来满足设备和生产的需要,提高设备效率、产品质量和降低设备维修费用及消耗。
1、钢印调整机构的问题提出及原理分析
1.1问题提出
目前我厂有PASSIM8K和ZJ19卷接机组共3套,在设备维护保养和运行过程中,发现钢印调整机构在调整钢印时不稳定,导致设备的小停机和不合格烟支的产生。每当内、外排滤嘴烟支工号钢印位置发生位移时,很难迅速地将工号钢印的位移量调整好;同时该机构的维护保养困难;对钢印的调节距离也受到一定的限制,制约着设备的生产效率。另外,时常造成钢印偏差过大的烟支小批量的流入储烟装置,导致停机下来把不合格的烟支从储烟装置上倒退回来作废品处理,增加了操作人员的劳动强度,同时造成设备停机以及消耗增大。
为详细了解工号钢印调整机构对生产带来的影响,我们统计了1号PASSIM8K卷接机组2012年3——5月份因钢印调节所造成停机次数及耗时,带来的残烟量和维保耗时情况的数据统计,详情见表1。

表1:工号钢印调节对生产效率的影响专项统计表
从表1可以看出:1号PASSIM8K卷接机组在调整钢印位移量时造成的清理废品烟支停机次数比较频繁,维护保养耗时较长,占月平均生产总时间的1.49%,所造成的月平均残烟量15kg,制约了设备效率。
1.2钢印调整机构的原理分析
PASSIM8K卷接机组的钢印调整分为水平方向的调整和卷烟纸运行方向上的调整。水平方向的调整由手调机构控制,为简单的螺纹传动机构;而卷烟纸运行方向上的调整,包括钢印位置与套色调整,均采用机动方式实现。如图1:

1、PA控制面板 2 钢印对齐旋钮 3 套印对齐旋钮 4切口位置调整辊
5第一钢印辊 6套色钢印位置调整辊 7第二钢印辊 8 调节手柄
图1钢印调整机构示意图
在钢印辊至刀头之间的走纸路线上设置有两个位置可调的导纸辊,卷烟纸由其上绕过。各辊分别由各自的相应机构,通过伺服电机带动,可随其支架的摆动而改变位置,从而改变走纸轨迹。其中套色调整辊位于卷烟纸运行路线上两钢印辊之间,通过改变该段走纸长度而改变两套色图案沿烟纸运行方向的相对位置;另一个为切口位置调整辊,位于第二钢印辊与刀头之间走纸路线上,通过改变相应段的走纸长度改变钢印距烟支切口的相对距离。它是由伺服电机与一平面凸轮机构组成。机器运行时,通过旋钮操作伺服电机,电机与一齿轮减速机制成一体,其输出端连接一平面凸轮,由凸轮转动带动滚子的移动,最终带动切口调整辊改变位置。:如图2:
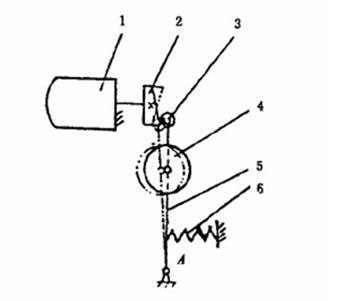
1、伺服电机(带减速机)2 凸轮 3 滚子 4切口位置调整辊 5 随动杆 6弹簧
图2钢印位置调节装置示意图
2、钢印调整机构的问题分析
2.1钢印调整机构中的执行机构维护保养不方便。在维修时,需要拆卸防护罩、风室升起液压手柄、切口位置调整辊以及执行齿轮箱等,每次耗时均在1-1.5小时左右,整个过程费时费力。
2.2伺服电机所带动的切口位置调整辊调节范围较小,约在4mm左右。当工号钢印偏差大的情况下,只能停机调整其工号钢印位置。若要保证钢印调整机构调节有效,必须先将机构中的滚子调整至平面凸轮中间位置上,再将内外排滤嘴烟支上的工号调平齐。
2.3原结构设计为由伺服电机驱动的平面凸轮驱动滚子,由滚子的位移拖动调节辊位置变化达到调节钢印的目的,这种设计存在调节距离不定量的问题,不方便控制和调整内外排烟支工号钢印的位移量。
3、改进思路
本厂使用的都是套色接装纸,所以不需对套色钢印位置的调整,只对工号钢印的位置调整。
根据对钢印调整机构的调整原理和问题分析,只要改变卷烟纸在切割前的走纸长度,就能起到调节钢印的目的,因此在钢印辊到刀头之间走纸路线上增设可调节的导纸辊,这样就能解决上述问题。如图3所示,打算改进在原机上进行,所以考虑不破坏原机结构,万一改造不成功也能恢复原机性能。
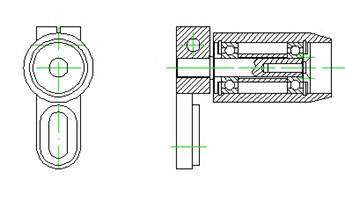
图3、可调节的导纸辊示意图
3.1、改进方案一
由于1号PASSIM8K卷接机组的工号钢印是在第一钢印辊上,所以在第一钢印辊与第二钢印辊下方位置增设两个可调节的导纸辊,来改变卷烟纸走纸轨迹。当工号钢印发生位移时,可拧松其中一个可调节导纸辊支架上的紧固螺钉,移动导纸辊支架,改变走纸长度,调整好工号钢印位置后拧紧导纸辊支架上的紧固螺钉,从而改变工号钢印的位置。通过选用备用的导纸辊总成件进行试验,如图4、5所示改进前、后的供纸系统卷烟纸走纸轨迹。
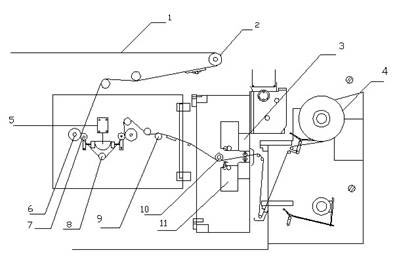
1 卷烟纸 2 切口位置调整辊 3 搭接装置 4纸盘 5 钢印压紧装置
6钢印辊 7 压印辊 8套色钢印位置调整辊 9 导纸辊 10 拖纸辊 11纸库
图4走纸轨迹示意图(改进前)

1 卷烟纸 2 切口位置调整辊 3 搭接装置 4纸盘 5 钢印压紧装置 6钢印辊
7 压印辊 8套色钢印位置调整辊 9 导纸辊 10 拖纸辊 11纸库 12可调节导纸辊
图5 走纸轨迹示意图(改进后)
实践证明,此方案虽能达到调整工号钢印的目的,但存在着一些缺陷,当工号钢印发生位移时,操作工必须用扳手拧松可调节导纸辊支架上的紧固螺钉,再用手移动支架座,调节后拧紧紧固螺钉,再去观察内外排滤嘴烟支工号钢印的位置情况。如有偏差,需要重复上述步骤。操作不便捷,而且用手移动支架座,很难把控调节尺度,有时还会造成更大的工号钢印偏差的现象。未能有效地达到预想的目的,没有改变定量调节的问题。所以有待于进一步的改进,针对以上的不足,总结经验,加以思考。
3.2、改进方案二
在方案一的基础上,利用固定旋转螺杆来推动螺母作直线运动的原理。在两个可调节导纸辊的其中一个上再加以改进并重新设计,以一套纯机械式的钢印调整装置替换。通过设计滑槽底座,滑动式导纸辊支架,改进导纸辊原轴,用螺母丝杆的方式来调节导纸辊的位移,由于螺杆本身有自锁功能,因此,调节后工号钢印的位移量和位置不会发生改变,解决了原结构定量不准确的问题。并可以实现定量调节,最终达到克服原结构缺陷的目的。这种结构简单,操作方便,用现有的加工设备和材料能够完成改造。
3.2.1改进后的钢印调整装置的结构组成与原理说明

1、“L”形滑块支架 2轴承压垫 3轴承 4卡簧 5轴承压垫
6导纸辊轴 7导纸辊 8压力弹簧 9连接套 10销子
11调节螺杆 12“L”形肋板 13垫片 14滑槽底板 15压板 16螺钉
图6、钢印调整装置示意图(改进后)
滑槽底板(14)固定于牌子箱,“L”形滑块支架(1)可以在滑槽底板中滑动,“L”形肋板(12)固定于滑槽底板上,一端通过销子(10)固定调节螺杆(11)在“L”形肋板(12)上,另一端连接导纸辊轴(6),导纸辊(7)安装于导纸辊轴(6)上、调节螺杆(11)穿过“L”形肋板(12)上方的圆孔与“L”形滑块支架(1)上的螺纹孔连接,压力弹簧(8)置于调节螺杆上,压板(15)通过螺钉(16)与滑槽底座(14)两侧连接,形成了半封闭式轨道。(如图6)
通过转动调节螺杆(11)可以使导纸辊上下位移,达到调节工号钢印与切口相对位置的目的。调节量与调节螺杆的螺距有关,根据设计要求,选用的调节螺杆螺距为1.25mm,假如内外排的工号钢印发生1mm的位移,那么只需调节螺杆0.8圈即可,旋转方向可根据位移的位置而选用左旋或右旋。
3.2.2实施过程与校验
在改进方案二确认后,画出了新装置结构草图,进行了有关尺寸、零件的计算,并


新意盎然——安徽中烟在新质生产力实践中的探索与成果



