

烟业智汇

零售户在线

微薰

手机版
问题描述:
如图①,在ZB48硬盒包装机中,五角轮又名“烟包传递轮”,其作用是将烟包从涂胶通道传送至第一干燥鼓。由于烟包在五角轮部位时,胶水还处于未干状态,所以该部位对烟包成型质量影响较大。在设备运行过程中,该部位可能会产生烟盒翘边、烟包挤坏等,影响产品质量和设备效率,也增加了操作人员的劳动强度。

图①
原因分析:
如图②,五角轮模盒的侧边为活动式,当五角轮准备接收烟包时,其两侧边由凸轮控制实现打开动作;待烟包提升器将烟包提升至五角轮模盒内后,两侧边再由弹簧控制实现合上动作。由于弹簧的可压缩性,导致五角轮模盒两侧边每次合上之后的位置不能完全一致。如果该部位存在积胶等异物,或者辅料之间有轻微差异、运动部件阻力偏大等,都会造成侧边合上之后的位置不正确。在这种情况下,烟包从五角轮进入干燥鼓时易造成烟盒翘边或者烟包挤坏。
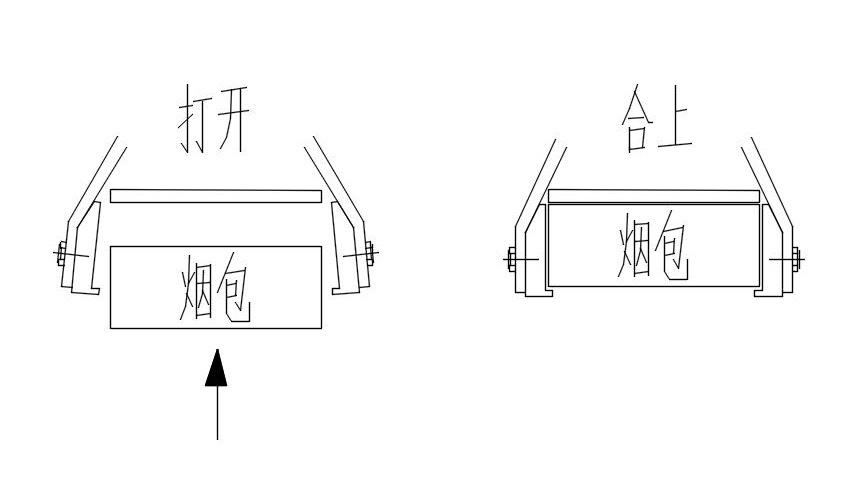
图②
改进措施:
如图③,重新设计五角轮模盒,将活动式侧板改为固定式侧板。改进后的五角轮模盒呈一个“U”型整体,其宽度为烟包宽度,高度略低于烟包厚度。为避免烟包在提升时与固定式侧板发生干涉,在两个模盒中间设计了一个导向块。
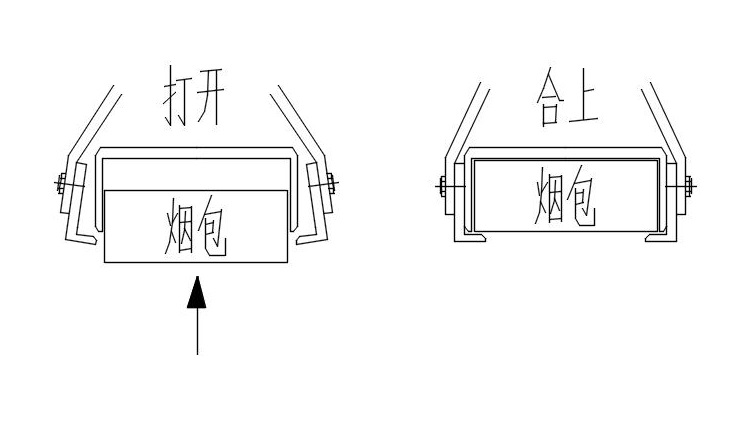
如图④,改进后,取消了模盒两侧护爪对烟包的夹紧功能,只保留限位功能,避免了护爪压力不稳定造成的一系列问题。同时,“U”型五角轮模盒增加了对烟包两侧面位置的约束,使烟包成型更好、定位更准,进出更加顺畅。
图③

图④
效果验证:
改进完成后,烟包质量、设备停机、故障维修等方面的指标水平均有较大提升。通过分析改进前后连续3个月的数据,烟盒翘边缺陷次数下降了87.5%,干燥鼓输入堵塞故障次数下降了85%。同时,五角轮部位因烟盒折角和烟盒翘边导致的维修时间下降了85.6%。本次改进有效提高了ZB48包装机的设备稳定性,降低了维修强度,提高了工作效率。





